








Hufschmied jetzt neu entdecken
Europas führender Hersteller für materialbezogene Werkzeuge

Vom Werkzeughersteller zum Prozess-Innovator
Vordenken statt
nachmachen.
Ralph Hufschmied über Hufschmied Technologie-Zentrum und Consulting
Unsere Helden
Working Heroes

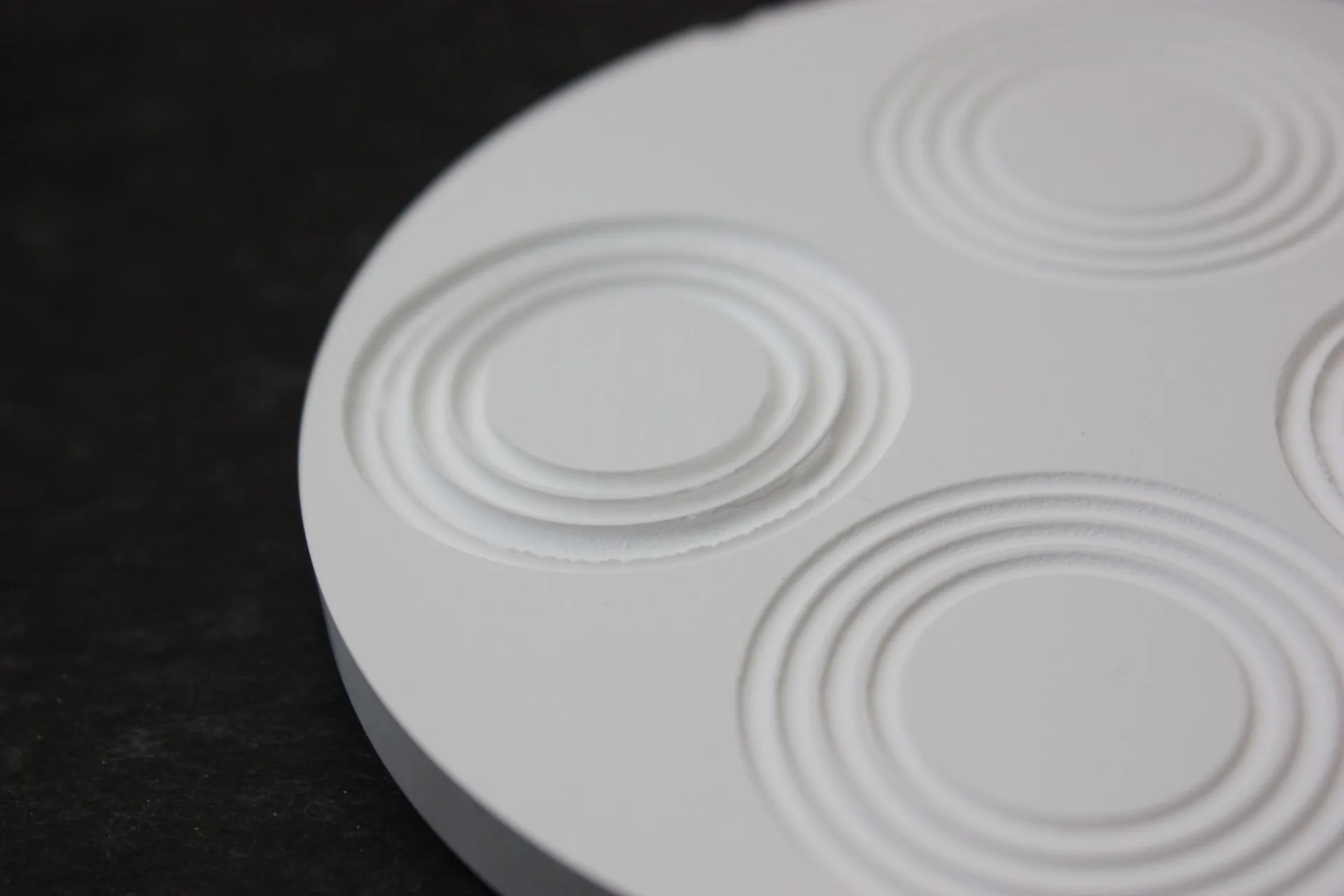
T-REX Fräser – 194
T-REX-Werkzeuge wurden für die Zerspanung von CFK-Strukturkomponenten und spezielle Anforderungen der Automobil- und Luftfahrtindustrie entwickelt. Mit seiner variablen Schneidengeometrie verbindet der T-REX die Vorteile der Fräsergeometrie mit der delaminationsfreien Trimmqualität eines Kompressionswerkzeugs. Daraus resultiert eine hohe Abriebfestigkeit für lange Werkzeugstandzeiten. Diese Neuentwicklung wird von HUFSCHMIED zum Patent angemeldet. Andere Zahngeometrien (schmal-, mittel- oder grobverzahnt) sind möglich.
Anwendung:
Fräsen von Randbesäumtaschen und Ausschnitten für CFK mit duroplastischen Harzen. Für thermoplastische Matrixsysteme ist eine weitere T-REX-Geometrie verfügbar.
Die Vorteile:
- Schruppen und Schlichten
- sehr hohe Werkzeugstandzeiten
- saubere Oberflächen
- verhindert Faserausrisse
- Delaminierungsfreie Bearbeitung
- hohe Dimensionsvielfalt
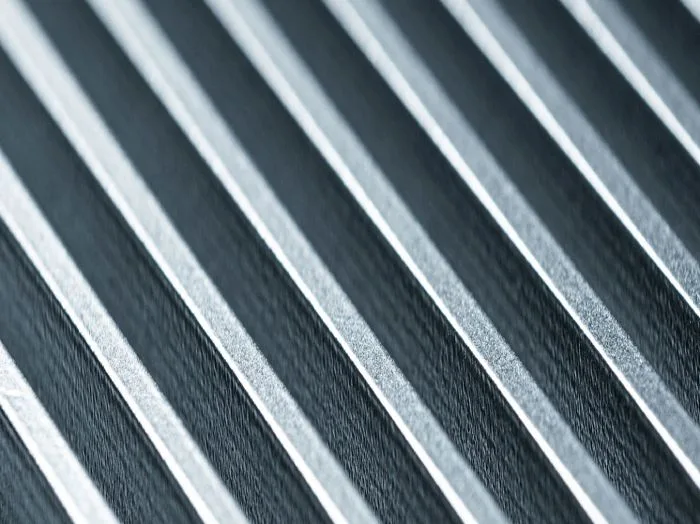
Shadowdrill – AD401
Schneller als sein Schatten. Ein spezieller Schliff sorgt für eine optimierte schnelle Spanabfuhr. In Kombination mit leistungsfähigen Werkstoffen und einer komplexer Schneidengeometrie kann der Shadowdrill auch extreme Anforderungen von besonders anspruchsvollen Bearbeitungsprozessen in Aluminium erfüllen.
Die Vorteile:
- Gratfreie Bearbeitung, sowohl bei Eintritt wie auch bei Austritt
- Ausgezeichnete Oberflächenqualität
- Hohe Vorschubgeschwindigkeit
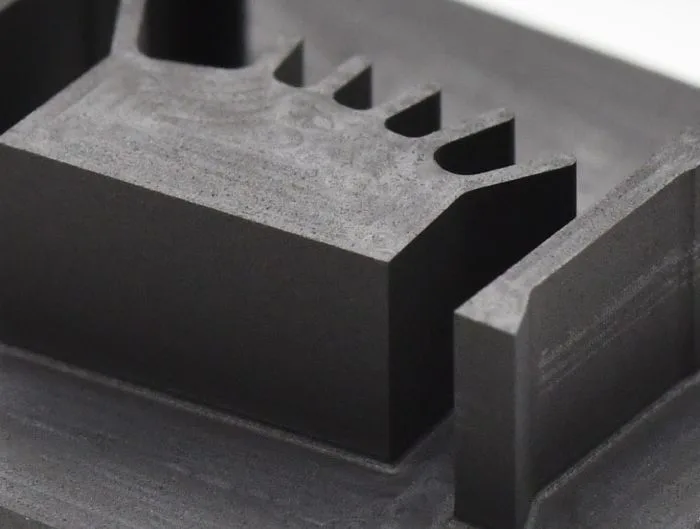
Wolverine HC403BD und Bonecrusher HC405BD
Effizienz und Schnelligkeit vereint – Dank einer einzigartigen Schneidengeometrie als Hochvolumenschruppfräser. Für eine optimale Bearbeitung von Aluminium erfordert es das perfekte Werkzeug. Entwickelt in Hufschmied’s eigenem Engineering-Center, ist der Wolverine HC403BD das Perfekte Werkzeug zum Abtragen von hohen Spanvolumina und für die Trochiodalbearbeitung.
Die Vorteile:
- Perfekter Spanfluss
- Massive Ausführung
- Kurze Schneiden
- Extreme Vorschübe darstellbar


„Endlich erreiche ich die gewünschte Oberflächenqualität schon beim Fräsen. Das Hufschmied-Werkzeug erlaubt höhere Vorschübe, ist dabei leiser und hält länger. Damit zu arbeiten, macht einfach Spaß.“
Markus Zeitz, CNC-Experte

„In vollautomatischen Prozessen der Industrie 4.0 gewinnen Werte wie die Präzision von Werkzeugen zunehmend an Bedeutung. Die Werkzeuge von Hufschmied haben uns durch höchste Präzision, sowohl in der Kunststoffbearbeitung wie in der Instrumententafelbearbeitung und Alu-Strang-Profilbearbeitung, überzeugt.“
Michael Hoppe, Geschäftsführer
„Mit Werkzeugen von Hufschmied konnten wir bei der Bearbeitung von verstärkten CFK-Fußbodenträgern für den Airbus A350 den Zerspanungsprozess wesentlich verbessern. Im Hinblick auf unbedingtes Vermeiden von Delamination, gut vorhersehbares Werkzeugverhalten und sanftere Bearbeitung sind Hufschmied-Werkzeuge in diesem speziellen Prozess für uns die erste Wahl.“
Elbe Flugzeugwerke GmbH

„Wer anspruchsvolle Zerspanungsaufgaben hat, kommt nicht darum herum, die Angaben der Werkzeughersteller selbst an Werkstücken zu überprüfen. Die Werkzeuge von Hufschmied leisten hier eher mehr, als der Hersteller verspricht. In unseren Tests haben die Qualität der Werkzeuge und die Vorschübe, die mit ihnen möglich sind, wirklich beeindruckt.“
Matthias Puffe, Betriebsleiter
„Hufschmied unterstützt Kunzmann bei der Zusammenstellung von Prozessen für Probebearbeitungen, Kundenvorführungen und Messedemos. Hierbei haben wir einen hervorragenden ersten Eindruck davon bekommen, wie Hufschmied Werkzeuge und Prozesse optimiert. Das wird auf jeden Fall nicht die letzte Zusammenarbeit gewesen sein.“
Karsten Feil, Anwendungstechniker
„Wir sind bereits seit vielen Jahren Kunde der Firma Hufschmied und sehr zufrieden.“
Uwe Grunert, Technischer Einkauf Geschäftsbereich Werkzeugbau

„Ich kannte Hufschmied aus dem Bereich der Kunststoffzerspanung und wusste, dass dieser Werkzeughersteller bei schwierigen Werkstoffen hervorragende Ergebnisse erzielt. Es ist bemerkenswert, welche Zeitersparnis und welchen Qualitätsgewinn man mit Werkzeugen erreichen kann, die auf ein bestimmtes Material und eine Zerspanungsaufgabe hin optimiert sind.“
Torsten John, Einkauf

Mit der Hufschmied Zerspanungssysteme GmbH hatten wir eine sehr gute und produktive Zusammenarbeit. Neue Projekte wurden dabei zielgerichtet realisiert. Die professionelle Unterstützung und die individuell an die jeweiligen Projekte angepassten Werkzeuge waren die perfekte Basis für diese erfolgreichen Arbeiten.
Becker Carbon
Der Praxistest hat deutlich gemacht: Dank der effizienteren Bearbeitung lohnen sich die Hufschmied-Werkzeuge für uns durch die zusätzliche Maschinenkapazität und deutlich höhere Standzeiten. Durch die Verwendung des BlockBuster konnten wir rasch eine gewaltige Zeitersparnis von durchschnittlich 50 Prozent erzielen.
Maximilian Huber jun., Geschäftsführer
„Die von Hufschmied eingeführte HSC-Bearbeitung von Kunststoff ist revolutionär: Weil sie, wie wir gesehen haben, den Hitzeeintrag durch die Bearbeitung minimiert, werden keine zusätzlichen Spannungen im Bauteil erzeugt. Ein Präzisions- und Zeitgewinn.“
Torge Flormann, Leiter Vertrieb Export EMEA
„Die Zeitersparnis beim Schruppen ist enorm. Der Blockbuster von Hufschmied brauchte im Vergleich bis zu 75 Prozent weniger Arbeitszeit.“
Marcus Vohrer, Technology & Business Development
„Wir setzen komplett auf Werkzeuge von Hufschmied und sind sehr zufrieden mit der Qualität und mit der Prozessberatung. Wir haben jetzt für jedes Material die optimalen Werkzeuge und Schnittparameter festgelegt. In allen zerspanenden Arbeitsschritten haben wir höchste Prozesssicherheit.“
Cemal Ünalan, Produktionsleiter Perpedes
Das sagen unsere Kunden
Stimmen aus der Industrie
Die Werkzeuge haben die besten Fans!